

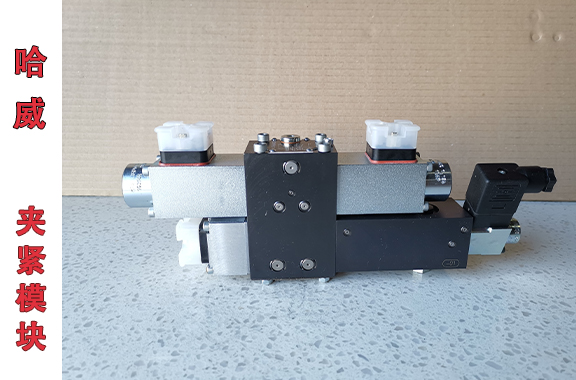
该阀是三位集成式夹紧阀模块,把二位四通电磁换向阀 + 三通减压阀 + 压力电气开关 + A 口单向节流集成在同一阀体,主要实现:夹紧 / 松开动作控制、夹紧压力稳压调节、夹紧到位安全信号反馈、夹紧动作缓冲调速四大功能,多用于车床液压卡盘、工装夹紧油缸。
一、四大核心部件分工
K:二位四通弹簧复位电磁换向阀(DC24V)
控制油液流向,实现油缸夹紧、松开两个工位;电磁铁得电阀芯换向,断电弹簧自动复位。
M:手动三通减压阀(量程 0~20bar)
把液压站高压(最高 120bar)稳定降到设定夹紧压力,保证夹紧力恒定,不受系统压力波动影响;调节旋钮同步设定夹紧压力与压力开关触发值,无需单独调压力继电器。
EPK:集成式电气压力监控开关 + 阀芯位置安全回路
直接采集 A 口夹紧侧实时油压,压力达到设定值就向 PLC 输出开关信号,判定工件夹紧到位;同时内置安全电路检测阀芯是否可靠换向,防止阀芯卡滞、失压造成工件飞出事故,低压工况也能稳定触发信号。
R:A 口单向节流功能
夹紧进油时油液必须经过节流通道,可调节夹紧快慢、缓冲冲击;松开回油时单向阀打开,油液直通无节流,卡盘快速松开。
二、两种工作工况详细流程
工况 1:电磁铁得电 → 工件夹紧
DC24V 电磁铁通电,电磁力推动换向阀芯换向,压力油从 P 口进入阀体,先经过手动减压阀降压至预先设定的夹紧压力(0~20bar)。
压力油流经 A 侧单向节流阀,通过节流孔限流后进入夹紧油缸无杆腔,卡盘缓慢夹紧工件,避免瞬间高压冲击夹伤工件或损坏夹具。
油缸走到夹紧终点,管路压力上升至减压阀设定压力,减压阀自动稳压保压,夹紧力恒定不变。
A 口压力同步作用在 EPK 内置压力开关上,当油压达到设定阈值,压力开关触点导通,给机床 PLC 发送夹紧到位信号,机床收到信号后才能启动主轴加工;若管路漏油、压力不足则无信号,设备无法启动,实现安全联锁保护。
工况 2:电磁铁失电 → 工件松开
电磁阀断电,复位弹簧推动阀芯回到初始位,P 口高压切断,A 口接回油 T 口。
夹紧油缸内压力油从 A 口回流,此时单向阀反向开启,油液绕过节流孔直接回油箱,无节流限流,卡盘快速松开工件。
A 口油压快速跌落,EPK 压力开关断开,夹紧到位信号消失,机床判定处于松开状态,可进行上下料。
三、关键保护与稳压原理(减压阀核心作用)
当液压站压力波动、负载变化时,三通减压阀通过内部压力平衡结构自动调节阀口开度:压力偏高则关小阀口、压力偏低则开大阀口,始终把 A 口夹紧压力稳定在设定值,避免夹紧力忽大忽小导致工件打滑或变形。
EPK 压力开关跟随减压阀设定压力同步触发,每次调压后不需要单独校准压力继电器,调试简单;直接在负载侧取压,相比系统侧测压,能精准识别真实夹紧力,杜绝管路泄压误判夹紧到位的安全隐患。
四、R 单向节流工作逻辑
夹紧方向(P→A):单向阀关闭,油液只能走节流通道,旋转调节螺钉可改变节流开度,控制夹紧速度,缓冲冲击。
松开方向(A→T):压力油反向顶开单向阀,油液大流量直通回油,夹具快速退回,提升上下料效率。



